バネの計算引張コイルバネ

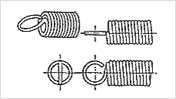
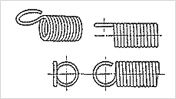
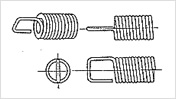
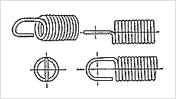
- 引張コイルバネ製造の様子
各寸法の名称
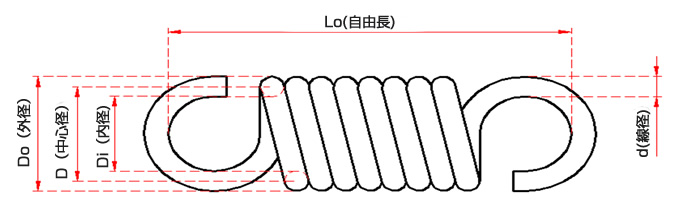
各部の名称と説明
| No | 記号 | 記号の意味 | 単位 | 備考 |
|---|---|---|---|---|
| 1 | d | 材料の直径 | mm | |
| 2 | Di | コイル内径 | mm | |
| 3 | Do | コイル外径 | mm | |
| 4 | D | コイル中心径 | mm | |
| 5 | Na | 有効巻数 | - | バネとして動く部分の巻き数 |
| 6 | - | 巻方向 | - | 一般的には右巻き |
| 7 | Lo | 自由長 | mm | 荷重がかかっていないときのバネの全長 |
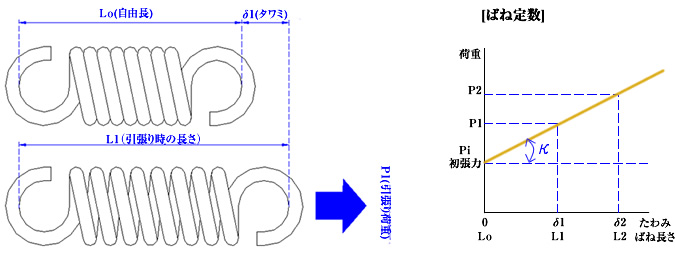
計算式・設計
記号と用語の説明
| No | 記号 | 記号の意味 | 単位 | 備考 |
|---|---|---|---|---|
| 1 | c | D/d バネ指数 | - | 巻き加工の加工性を表す指数 |
| 2 | G | 横弾性係数 | N/㎜² | |
| 3 | κ | バネ定数 | N/㎜ | タワミ1㎜あたりに発生するバネの力 |
| 4 | δ (δ1・δ2) |
バネのタワミ | mm | 引っ張りによるバネの変化量 |
| 5 | Pi | 初張力 | N | 下の計算式で説明 |
| 6 | P | 荷重 | N | |
| 7 | τi | 初応力 | N/㎜² | 初張力によるねじり応力 |
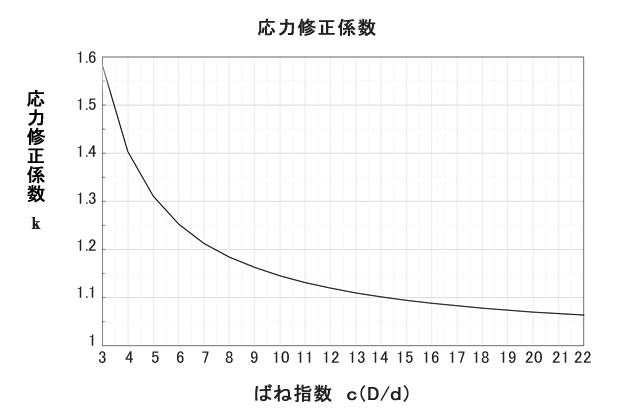
| 8 | k | 応力修正係数 | - |
横弾性係数 G
| 材質 | 備考 | |
|---|---|---|
| バネ鋼鋼材 | 7.85×10⁴(78,500) | |
| 硬鋼材 | ||
| ピアノ線 | ||
| オイルテンパー線 | ||
| バネ用ステンレス鋼 | SUS304、SUS316 | 6.85×10⁴(68,500) |
| SUS631J1 | 7.35×10⁴(73,500) | |
| 黄鋼線、洋白線 | 3.9×10⁴(39,000) | |
| りん青銅線 | 4.2×10⁴(42,000) | |
| ベリリウム銅線 | 4.4×10⁴(44,000) | |
計算式
- 1.バネ定数
- 2.バネ指数(c D/d)

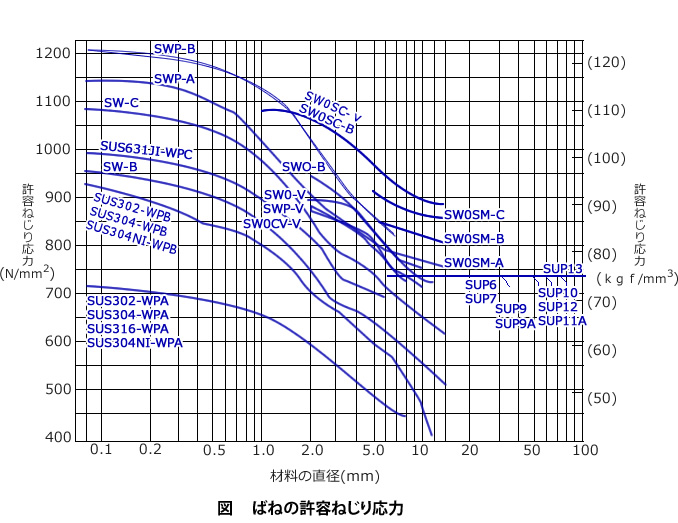
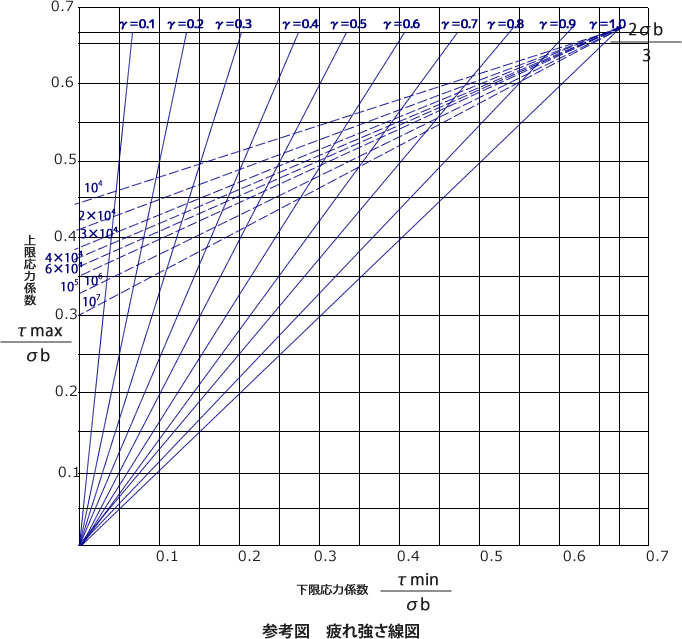
- 3. τi 初応力を計算する
(下図より読み取るか、式を使用する。) 
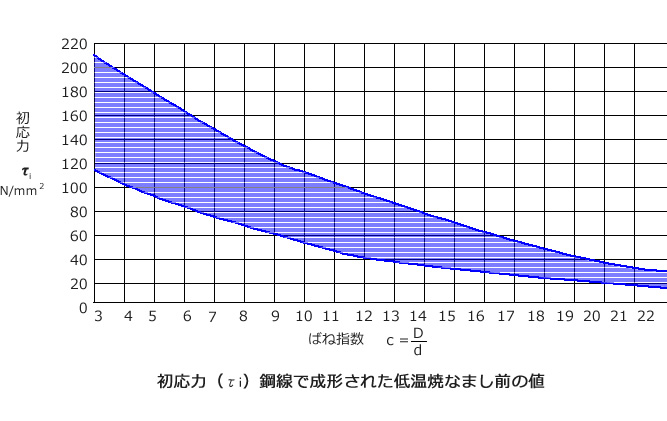
ピアノ線及び硬鋼線などの鋼線で密着巻に成形し、低温焼なましを行っていない場合の初応力τiは、図の斜線の範囲内とする。
ただし、鋼線以外の材料を使用する場合及び低温焼きなましの実施によっては
図の斜線の範囲内から読み取った初応力の値を、次により修正する。
- a) バネ用ステンレス鋼線の場合・・・鋼線の初応力の15%減
- b) りん青銅線、黄銅線及び洋白線などの場合・・・鋼線の初応力の50%減
- c) 成形後に低温焼きなましを実施する場合は、上記で求めた値に対して、
・ピアノ線、硬鋼線などの鋼線・・・20~35%減
・バネ用ステンレス鋼線 ・・・15~25%減
例) ピアノ線及び硬鋼線で低温焼鈍を行う場合の経験式
初応力 τi=G÷(100×c)×0.75 (0.75は、低温焼鈍による25%減)
- 4. Pi 初張力を計算する
- ■初張力とは
- 冷間コイリングで密着巻にするとき、計算上の密着ピッチより小さいピッチでコイリングされるので、
材料がある程度ねじられた形で成形されることになる。そのため線の相互の接着により軸線方向の
弾性変形が阻止され、無負荷時においてもコイルをたがいに密着させようとする力が生じる。
この力を初張力という。 - ■初張力は、指定しない。
- 初張力は、材料のクセ・低温焼鈍による影響が大きく、加工上一定の値に管理するのが
非常に困難である。 従って、基本式との差も大きい場合もあり、特に必要でない限り指定しないのが
一般的である。
- 5. P 荷重を計算する
荷重指定のときの長さが、そのときのタワミが最大試験荷重のときのタワミの20~80%になるように定める。
- 6. ねじり応力(静荷重使用)
- 7. ねじり修正応力(動荷重使用)

- 8. 応力修正係数

応力
1.静荷重使用の場合
- ■静荷重とは・・・
- バネの使用状態で荷重変動が無い。
繰り返し荷重があっても、約1,000回以下の動作しかないもの。
引張コイルバネの許容ねじり応力は、下の図に示す値の80%とする。
バネの最大試験荷重(力)のときの応力は、許容せん断応力とする。
また、引張コイルバネの使用上の最大応力は、最大試験荷重(力)の応力の80%以下とする。
2.動荷重使用の場合
- ■動荷重とは・・・
- 繰り返し荷重で使用される場合
- ① 圧縮バネのネジリ修正応力の計算式を使用して、バネの使用中における
下限応力τminと、上限応力τmaxを計算する。 - ② τmin・τmaxと、材料の引張強度σbとの比である、下記を計算する。
- ③ 下の図より交点の座標を読む。
許容差(公差)
日本工業規格(JIS) JIS1~3級(冷間成形ばね許容差)での許容差
※当社では、これより厳しい許容差にも対応いたします。(打合せの上)
バネ特性の許容差
指定長さの時の荷重(力)の許容差
引張コイルばねの指定長さの時の荷重(力)の許容差は、「初張力のばらつきの大きさ」と
「たわみに対する荷重(力)のばらつきの大きさ」を考慮して以下の計算による。
荷重の許容差=±[Pi×αi+(P-Pi)×β]
係数 "αi"と"β"は、許容差の等級(1~3級)と、有効巻数によって 下記から選択する
αi:初張力のばらつきの大きさを表す係数(αi)
| 等級 | |||
|---|---|---|---|
| 1級 | 2級 | 3級 | |
| αi | 0.10 | 0.15 | 0.20 |
β:たわみに対する荷重(力)のばらつきの大きさを表す係数(β)
| 有効巻数 n |
等級 | ||
|---|---|---|---|
| 1級 | 2級 | 3級 | |
| 3以上 10以下 | 0.05 | 0.10 | 0.15 |
| 10を超えるもの | 0.04 | 0.08 | 0.12 |
バネ定数の許容差
(単位:N/mm)
| 有効巻数 n |
等級 | ||
|---|---|---|---|
| 1級 | 2級 | 3級 | |
| 3以上 10以下 | ±5% | ±10% | ±15% |
| 10を超えるもの | ±4% | ±8% | ±12% |
バネ寸法の許容差
自由長
(単位:N)
| バネ指数 c (D/d) |
等級 | ||
|---|---|---|---|
| 1級 | 2級 | 3級 | |
| 3以上 8以下 | ±1.0%、 最小±0.2 | ±2.0%、 最小±0.5 | ±3.0%、 最小±0.7 |
| 8を超え 15以下 | ±1.5%、 最小±0.5 | ±3.0%、 最小±0.7 | ±4.0%、 最小±0.8 |
| 15を超え 22以下 | ±2.0%、 最小±0.6 | ±4.0%、 最小±0.8 | ±6.0%、 最小±1.0 |
※ Dはコイル平均径、dは材料の線径を示す。
※ 表の両条件のうち、絶対値の大きい方の値とする。
※ バネ特性の指定のある場合(荷重、バネ定数)は、自由長は参考値とする。
コイル内径または外径
(単位:N/mm)
| バネ指数 c (D/d) |
等級 | ||
|---|---|---|---|
| 1級 | 2級 | 3級 | |
| 3以上 8以下 | ±1.0%、 最小±0.15 | ±1.5%、 最小±0.20 | ±2.5%、 最小±0.40 |
| 8を超え 15以下 | ±1.5%、 最小±0.20 | ±2.0%、 最小±0.30 | ±3.0%、 最小±0.50 |
| 15を超え 22以下 | ±2.0%、 最小±0.30 | ±3.0%、 最小±0.50 | ±4.0%、 最小±0.70 |
※ Dはコイル平均径、dは材料の線径を示す。
※ 表の両条件のうち、絶対値の大きい方の値とする。
フックの形状
- ■半丸フック
- コイル半巻起こしたもの
- ■丸フック
- コイル一巻を起こしたもの
- ■逆丸フック
- コイル一巻をねじりおこしたもの
- ■側面丸フック
- コイル一巻を側面におこしたもの
- ■角フック
- 端部を角型に加工したもの
- ■Uフック
- 端部をU字型に加工したもの
- ■Vフック
- 端部を図のようにV字型に加工したもの
- ■絞り丸フック

- コイル端部のコイル径を順次小さくしたもの
- ■ねじ込みフック
- コイル端部は特に加工を施さず、フックとして別の金具類をねじ込んだもの
- ■斜め丸フック
- コイルの一巻を斜めに傾けて起こしたもの
引張コイルばねの製品情報
「引張コイルばねの製品情報」ページでは、これまでに実績のある線径(材料の太さ)・材質・フック形状についてご案内しております。
お問い合わせの参考にぜひ ご覧ください。