バネの計算バネ材料について(線材)

材質について
バネ用材質については用途に応じて様々な種類が存在します。
ここでは、弊社において一般的に使用する材質だけを抜粋しております。
ここに記載している材質以外については別途問い合わせをお願いします。
代表的な冷間加工の線バネ材料
| 種類 | 記号 | 分類 | 備考 |
|---|---|---|---|
| 硬鋼線 | SW-B | ||
| SW-C | |||
| ピアノ線 | SWP-A | ||
| SWP-B | |||
| ステンレス鋼線 | SUS304-WPB | オーステナイト系 | |
| SUS316-WPA | 耐食性、磁性の少なさが要求される場合 |
||
| SUS631JI-WPC | 析出硬化系 | 耐熱性が要求される場合 |
|
| バネ用リン青銅 | C5191W |
めっき線
| 種類 | めっき | 説明 | メーカー |
|---|---|---|---|
| SWIC-F | ニッケル | 60c又は80cの硬鋼線 |
神鋼鋼線工業㈱ |
| プレコー N | ニッケル | 80cの硬鋼線 |
日鉄住金SGワイヤー㈱ |
| デルタ・ワイヤー | 亜鉛めっき | 60c又は80cの硬鋼線 |
ジェイワイテックス㈱ |
(注意…めっき線の中には、種類・線径によってすぐに調達できないものもあります。)
硬鋼線(SW-B、SW-C)・ピアノ線(SWP-A、SWP-B)
硬鋼線(SW-B、SW-C)
身近なベッドスプリングなどの家庭製品から、家電製品、OA製品のメカニカルシート、トーションスプリング、
建築用途としてシャッタースプリング、自動車のシートなど様々な用途に使用されています。
最も汎用性のある材質が、SW-C(80c)となります。
ピアノ線(SWP-A、SWP-B)
ピアノ線と称する物には、弁バネ用ピアノ線、バネ用ピアノ線、楽器用ピアノ線があります。
通常は、バネ用ピアノ線を単に、ピアノ線と呼んでいます。ピアノ線にはA種、B種、V種の3種類があります。
用途として、V種は繰り返し回数の大きいバネ。特に自動車、船舶、農機具などの各種弁バネに使用されています。
A種、B種は、自動車のクラッチバネ、ブレーキバネなどの重要部品や電気機器、電子部品、
工作機械、建築機械などの部品バネ、計量器バネ等の高級バネに使用されています。
硬鋼線と比べ、P、S、Cuなどの不純物、非金属介在物などの少ない母材を使用した、高級バネ用材料です。
- ■ピアノ線 SWP-A(A種)とSWP-B(B種)の違い
- A種は、許容最大応力もかなり高く、繰り返し荷重に対する疲れなどにも好ましい特性を持っている。
B種は、設計上どうしても高い引張強さ、耐ヘタリ性を要求されるバネには適当であるが、
厳しい成形加工などで問題となる靭性面では、A種より若干劣る。
硬鋼線とピアノ線の化学成分比較表
代表的なピアノ線と硬鋼線の化学成分は次のようになります。
(単位:%)
| 材質 | C | Si | Mn | P | S | Cu | |
|---|---|---|---|---|---|---|---|
| 炭素 | シリコン | マンガン | リン | 硫黄 | 銅 | ||
| 硬鋼線 | SWRH82A | 0.79〜0.86 | 0.15〜0.35 | 0.30〜0.60 | 0.030以下 | 0.030以下 | ー |
| ピアノ線 | SWRS82A | 0.80〜0.85 | 0.12〜0.32 | 0.30〜0.60 | 0.025以下 | 0.025以下 | 0.20以下 |
硬鋼線とピアノ線の引張強さ比較表
(単位:N/㎟)
| 線径mm | 硬鋼線 | ピアノ線 | ||
|---|---|---|---|---|
| SW-B | SW-C | SWP-A | SWP-B | |
| 0.08 | 2450〜2790 | 2790〜3140 | 2890〜3190 | 3190〜3480 |
| 0.09 | 2400〜2750 | 2750〜3090 | 2840〜3140 | 3140〜3430 |
| 0.1 | 2350〜2700 | 2700〜3040 | 2790〜3090 | 3090〜3380 |
| 0.12 | 2300〜2650 | 2650〜2990 | 2750〜3040 | 3040〜3330 |
| 0.14 | 2260〜2600 | 2600〜2940 | 2700〜2990 | 2990〜3290 |
| 0.16 | 2210〜2550 | 2550〜2890 | 2650〜2940 | 2940〜3240 |
| 0.18 | 2210〜2500 | 2500〜2840 | 2600〜2890 | 2890〜3190 |
| 0.2 | 2210〜2500 | 2500〜2790 | 2600〜2840 | 2840〜3090 |
| 0.23 | 2160〜2450 | 2450〜2750 | 2550〜2790 | 2790〜3040 |
| 0.26 | 2110〜2400 | 2400〜2700 | 2500〜2750 | 2750〜2990 |
| 0.29 | 2060〜2350 | 2350〜2650 | 2450〜2700 | 2700〜2940 |
| 0.32 | 2010〜2300 | 2300〜2600 | 2400〜2650 | 2650〜2890 |
| 0.35 | 2010〜2300 | 2300〜2600 | 2400〜2650 | 2650〜2890 |
| 0.4 | 1960〜2260 | 2260〜2550 | 2350〜2600 | 2600〜2840 |
| 0.45 | 1910〜2210 | 2210〜2500 | 2300〜2550 | 2550〜2790 |
| 0.5 | 1910〜2210 | 2210〜2500 | 2300〜2550 | 2550〜2790 |
| 0.55 | 1860〜2160 | 2160〜2450 | 2260〜2500 | 2500〜2750 |
| 0.6 | 1810〜2110 | 2110〜2400 | 2210〜2450 | 2450〜2700 |
| 0.65 | 1810〜2110 | 2110〜2400 | 2210〜2450 | 2450〜2700 |
| 0.7 | 1770〜2060 | 2060〜2350 | 2160〜2400 | 2400〜2650 |
| 0.8 | 1770〜2010 | 2010〜2300 | 2110〜2350 | 2350〜2600 |
| 0.9 | 1770〜2010 | 2010〜2260 | 2110〜2300 | 2300〜2500 |
| 1.0 | 1720〜1960 | 1960〜2210 | 2060〜2260 | 2260〜2450 |
| 1.2 | 1670〜1910 | 1910〜2160 | 2010〜2210 | 2210〜2400 |
| 1.4 | 1620〜1860 | 1860〜2110 | 1960〜2160 | 2160〜2350 |
| 1.6 | 1570〜1810 | 1810〜2060 | 1910〜2110 | 2110〜2300 |
| 1.8 | 1520〜1770 | 1770〜2010 | 1860〜2060 | 2060〜2260 |
| 2.0 | 1470〜1720 | 1720〜1960 | 1810〜2010 | 2010〜2210 |
| 2.3 | 1420〜1670 | 1670〜1910 | 1770〜1960 | 1960〜2160 |
| 2.6 | 1420〜1670 | 1670〜1910 | 1770〜1960 | 1960〜2160 |
| 2.9 | 1370〜1620 | 1620〜1860 | 1720〜1910 | 1910〜2110 |
| 3.2 | 1370〜1570 | 1570〜1810 | 1670〜1860 | 1860〜2060 |
| 3.5 | 1370〜1570 | 1570〜1770 | 1670〜1810 | 1810〜1960 |
| 4.0 | 1370〜1570 | 1570〜1770 | 1670〜1810 | 1810〜1960 |
| 4.5 | 1320〜1520 | 1520〜1720 | 1620〜1770 | 1770〜1910 |
| 5.0 | 1320〜1520 | 1520〜1720 | 1620〜1770 | 1770〜1910 |
| 5.5 | 1270〜1470 | 1470〜1670 | 1570〜1710 | 1710〜1860 |
| 6.0 | 1230〜1420 | 1420〜1620 | 1520〜1670 | 1670〜1810 |
| 6.5 | 1230〜1420 | 1420〜1620 | 1520〜1670 | 1670〜1810 |
| 7.0 | 1180〜1370 | 1370〜1570 | 1470〜1620 | 1620〜1770 |
| 8.0 | 1180〜1370 | 1370〜1570 | 1470〜1620 | ー |
| 9.0 | 1130〜1320 | 1320〜1520 | 1420〜1570 | ー |
| 10.0 | 1130〜1320 | 1320〜1520 | 1420〜1570 | ー |
バネ加工後の表面処理
硬鋼線、ピアノ線で加工したスプリングには、サビ等を考慮した場合には、
防錆油塗布処理、めっき、塗装等の表面処理が必要になります。
ステンレス鋼線
バネ用ステンレス鋼線
バネ用ステンレス鋼線には、SUS304、SUS316、SUS631というように、3ケタの数字がつきます。
- ■300番台・・・Cr-Ni系のオーステナイト系のステンレス鋼
- オーステナイト系ステンレス鋼は、冷間加工するだけで硬化します。
コイリング成形後はテンパー処理(低温焼なまし)を行います。
冷間加工することで少なからず磁性が付きます。
SUS316のように冷間加工してもほとんど磁性が付かないステンレス鋼線もあります。
SUS304はオーステナイト系のバネ用ステンレス鋼線の最も代表的なものです。 - ■600番台・・・析出硬化系のステンレス鋼
- 焼入れを行うことで硬化することのないオーステナイト系ステンレス鋼を改良してつくられました。
熱処理をすることで非常に高い硬度を得ることができます。
ただし、熱処理前は非磁性ですが熱処理後は強い磁性を示します。
SUS631が代表的な析出硬化系ステンレス鋼です。
SUS631は、バネ加工後の低温焼鈍処理においてSUS304より高温・長時間の処理が必要となります。
用途
- SUS304-WPB
- 一般的なステンレスバネ鋼線
- SUS316-WPA
- より耐食性が必要な場合に使用する
- SUS631JI-WPC
- より耐熱性が必要な場合に使用する
不動態化処理(ステンレスの耐食性)
バネ用ステンレス鋼線は、耐食性を要求される用途に用いられることが多いが、全く腐食しないということではない。
ステンレス鋼の耐食性は、不動態化皮膜と呼ばれる表面の非常に薄く緻密なクロム含有の酸化膜によるものであるが、塩酸を初めとする塩素イオンを含む環境下では、この不動態皮膜が弱くて破れやすく、ステンレス鋼といえども錆びやすいので注意が必要である。
低温焼きなまし処理によるステンレス鋼線の酸化皮膜は、一般鋼線より薄いが高温側では厚くなり、ステンレス鋼本来の耐食性を劣化させる場合もあるので、耐食性を重視する場合は、低温やきなまし後の酸化皮膜を除去し、さらに「不動態化処理」をするのが望ましい。
バネ用ステンレス鋼線の化学成分表
(単位:%)
| 材質 | C | Si | Mn | P | S | Ni | Cr | Mo | Al |
|---|---|---|---|---|---|---|---|---|---|
| 炭素 | シリコン | マンガン | リン | 硫黄 | ニッケル | クロム | モリブデン | アルミ | |
| SUS304 | 0.08 以下 |
1.00 以下 |
2.00 以下 |
0.045 以下 |
0.30 以下 |
8.00〜10.50 | 18.00〜20.00 | ー | ー |
| SUS316 | 0.08 以下 |
1.00 以下 |
2.00 以下 |
0.045 以下 |
0.030 以下 |
10.00〜14.00 | 16.00〜18.00 | 2.00〜 3.00 |
ー |
| SUS631J1 | 0.09 以下 |
1.00 以下 |
1.00 以下 |
0.40 以下 |
0.030 以下 |
7.00〜 8.50 |
16.00〜18.00 | ー | 0.75〜 1.50 |
バネ用ステンレス鋼線の引張強さ
(単位:N/㎟)
| 線径mm | SUS316-WPA | SUS304-WPB | SUS631JI-WPC |
|---|---|---|---|
| 0.08 | 1650〜1900 | 2150〜2400 | ー |
| 0.09 | 1650〜1900 | 2150〜2400 | ー |
| 0.1 | 1650〜1900 | 2150〜2400 | 1950〜2200 |
| 0.12 | 1650〜1900 | 2150〜2400 | 1950〜2200 |
| 0.14 | 1650〜1900 | 2150〜2400 | 1950〜2200 |
| 0.16 | 1650〜1900 | 2150〜2400 | 1950〜2200 |
| 0.18 | 1650〜1900 | 2150〜2400 | 1950〜2200 |
| 0.2 | 1650〜1900 | 2150〜2400 | 1950〜2200 |
| 0.23 | 1600〜1850 | 2050〜2300 | 1930〜2180 |
| 0.26 | 1600〜1850 | 2050〜2300 | 1930〜2180 |
| 0.29 | 1600〜1850 | 2050〜2300 | 1930〜2180 |
| 0.32 | 1600〜1850 | 2050〜2300 | 1930〜2180 |
| 0.35 | 1600〜1850 | 2050〜2300 | 1930〜2180 |
| 0.4 | 1600〜1850 | 2050〜2300 | 1930〜2180 |
| 0.45 | 1600〜1850 | 1950〜2200 | 1850〜2100 |
| 0.5 | 1600〜1850 | 1950〜2200 | 1850〜2100 |
| 0.55 | 1600〜1850 | 1950〜2200 | 1850〜2100 |
| 0.6 | 1600〜1850 | 1950〜2200 | 1850〜2100 |
| 0.65 | 1530〜1780 | 1850〜2100 | 1800〜2050 |
| 0.7 | 1530〜1780 | 1850〜2100 | 1800〜2050 |
| 0.8 | 1530〜1780 | 1850〜2100 | 1800〜2050 |
| 0.9 | 1530〜1780 | 1850〜2100 | 1800〜2050 |
| 1.0 | 1530〜1780 | 1850〜2100 | 1800〜2050 |
| 1.2 | 1450〜1700 | 1750〜2000 | 1700〜1950 |
| 1.4 | 1450〜1700 | 1750〜2000 | 1700〜1950 |
| 1.6 | 1400〜1650 | 1650〜1900 | 1600〜1850 |
| 1.8 | 1400〜1650 | 1650〜1900 | 1600〜1850 |
| 2.0 | 1400〜1650 | 1650〜1900 | 1600〜1850 |
| 2.3 | 1320〜1570 | 1550〜1800 | 1500〜1750 |
| 2.6 | 1320〜1570 | 1550〜1800 | 1500〜1750 |
| 2.9 | 1230〜1480 | 1450〜1700 | 1400〜1650 |
| 3.2 | 1230〜1480 | 1450〜1700 | 1400〜1650 |
| 3.5 | 1230〜1480 | 1450〜1700 | 1400〜1650 |
| 4.0 | 1230〜1480 | 1450〜1700 | 1400〜1650 |
| 4.5 | 1100〜1350 | 1350〜1600 | 1300〜1550 |
| 5.0 | 1100〜1350 | 1350〜1600 | 1300〜1550 |
| 5.5 | 1100〜1350 | 1350〜1600 | 1300〜1550 |
| 6.0 | 1100〜1350 | 1350〜1600 | 1300〜1550 |
| 6.5 | 1000〜1250 | 1270〜1520 | ー |
| 7.0 | 1000〜1250 | 1270〜1520 | ー |
| 8.0 | 1000〜1250 | 1270〜1520 | ー |
| 9.0 | ー | 1130〜1380 | ー |
| 10.0 | ー | 980〜1230 | ー |
| 12.0 | ー | 880〜1130 | ー |
バネ用高強度ステンレス鋼線 クライオーS
材料メーカー:鈴木住電ステンレス株式会社
品名:CRYO-S(クライオーS)
線径:Φ0.8~4.2㎜
バネ用ステンレス鋼線の代表である、SUS304-WPBよりも、さらに高い引張強さ、優れた靭性を持った材料で、
特にΦ2.0ⅿⅿ以上では、圧倒的な高強度の材料です。
葵スプリングでもねじりバネ、トーションスプリングでクライオーSの実績がございます。
詳しくは、メーカーカタログ(PDF)をお読みください。
リン青銅 C5191W-H
リン青銅は、Cu(銅)とSn(スズ)の合金である青銅をベースに、脱酸剤としてP(りん)を少量添加して、
合金中のガス(酸素)成分を低減するという近代的発明を加えて改善された材料である。
すずの量と冷間加工により強度を高めることができる加工強化型の銅合金で、
導電性と強度のバランス、加工性、めっき性、耐食性にも優れることから
電子・電気機器、自動車、情報通信機器などの、バネ用材料として幅広く用いられる、バネ用銅合金材料の代表的存在である。
めっき線
硬鋼線やピアノ線を使用してバネ成形加工・ワイヤーフォーミング加工を行い、後工程で、めっきを行う場合がある。
そのバネ製品やワイヤーフォーミング製品の形状が複雑で絡みやすい場合には、バレルめっきでは、
絡みにより製品全体にめっきムラができて、不良品になるケースや、たこめっきでコストが非常に高くなるケースがある。
このような場合には、バネの線材にめっき処理を施した材料を使用する場合があり、葵スプリングでも多数の実績がある。
- ■メリット
- ・後めっき工程がなくなるため、バネ成形の工程数(リードタイム)が短くなる。
・複雑な形状の製品の場合、めっき品質(ムラなど)は安定する。 - ■デメリット
- ・鋼線の種類とめっきの種類によっては、めっき線材料の流通性がない場合がある。
・カット面はむき出しになるため、めっきが付いていない状態になる。
葵スプリングにて、取り扱い実績がある流通性のあるめっき線
| 種類 | 説明 | メーカー |
|---|---|---|
| SWIC-F | 60c又は80cの硬鋼線、ピアノ線にニッケルめっきを施した後、 特殊な伸線加工を行い、表面をニッケル特有の光沢に仕上げた材料。 耐食性、半田付け性に優れている。 次の工程で半田付けをする場合は テンパー温度は低温(250度以下)が望ましい。
|
神鋼鋼線工業㈱ |
| プレコー N | 80cの硬鋼線、ピアノ線にニッケルめっきを施した後、 伸線加工を行い表面を滑らかに仕上げた材料。 耐食性に優れている。
|
日鉄住金SGワイヤー㈱ |
| デルタ・ワイヤー | 60c又は80cの硬鋼線、ピアノ線A種に、亜鉛めっきを施した材料 |
ジェイワイテックス㈱ |
縦および横弾性係数
(単位:N/㎟)
| 材質 | 横弾性係数 G | 縦弾性係数 E |
|---|---|---|
| (圧縮コイルバネ、引張バネ) | (ネジリバネ) | |
| バネ鋼 | 78,500 | 206,000 |
| 硬鋼線 | 78,500 | 206,000 |
| ピアノ線 | 78,500 | 206,000 |
| オイルテンパー線 | 78,500 | 206,000 |
| ステンレス線 | 68,500 | 186,000 |
| 黄銅線 | 39,000 | 98,000 |
| 洋白線 | 39,000 | 108,000 |
| りん青銅線 | 42,000 | 98,000 |
テンパー温度
バネ成形後、コイリングやバネ加工後による有害な残留応力を除去し、
耐疲労性、耐へたり性を改善するためにテンパー処理(低温焼鈍)を行います。
一般的に推奨されているテンパー温度は、下記の表の通りになります。
冷間成形線バネの材料別テンパー条件
(A)耐疲労用:特に疲労強度を要求されるバネ用
| 材料 | 温度 | 備考 | |
|---|---|---|---|
| SWP SW |
ピアノ線 硬鋼線 |
A 300〜350 | 動的高応力バネ |
| B 200〜250 | 初張力を必要とする引張バネ 静的高応力バネ |
||
| SUS304 | ステンレス鋼線 | 350~400 | 動的高応力バネ |
| SUS631 J1 | 析出硬化型ステンレス鋼 | 470±10 | 析出硬化処理 |
| SWOCV-V | 弁バネ用クロムバナジウム 鋼オイルテンパー線 |
300~400 | |
| SWOSM | シリコンマンガン鋼 オイルテンパー線 |
||
| SWOSC-V | 弁バネ用シリコンクロム鋼 オイルテンパー線 |
400~450 | |
| PBW NSW |
りん青銅線 洋白線 |
200~250 300~350 |
黄銅線は、りん青銅と同じでよい。 |
| Be-CuW | ベリリウム銅線 | 315 | 時効硬化処理 |
(B)一般用:振幅の少ないばね、又は静的に使用するバネ用
| 材料 | 温度 | 備考 | |
|---|---|---|---|
| SWP SW |
ピアノ線 硬鋼線 |
200~350 | 一般コイルバネ 静的高応力バネ |
| SUS304 | ステンレス鋼線 | 250~400 | 一般用 |
| SWOCV-V | 弁バネ用クロムバナジウム 鋼オイルテンパー線 |
230~400 | |
| SWOSM | シリコンマンガン鋼 オイルテンパー線 |
||
| SWOSC-V | 弁バネ用シリコンクロム鋼 オイルテンパー線 |
300~450 | |
| PBW NSW |
りん青銅線 洋白線 |
150~200 200~250 |
黄銅線は、りん青銅と同じでよい。 |
材質毎の使用限界温度(静荷重条件における場合に限る)
静荷重における、バネ材料の使用限界温度
| 分類 | 鋼種 | 記号 | 使用限界温度(℃) |
|---|---|---|---|
| 高炭素鋼 | 硬鋼線 | SW-A、B、C | 110 |
| ピアノ線 | SWP-A、B、C | 140 | |
| オイルテンパー線 | SWO-A、B | 160 | |
| 弁バネ用オイルテンパー線 | SWO-V | 160 | |
| 合金鋼 | 弁バネ用クロムバナジウム鋼線 | SWOCV-V | 230 |
| 弁バネ用クロムシリコン鋼線 | SWOSC-V | 250 | |
| ステンレス鋼 | バネ用ステンレス鋼線 | SUS304-WPB | 290 |
| 析出硬化系ステンレス | バネ用ステンレス鋼線 | SUS631JI | 340 |
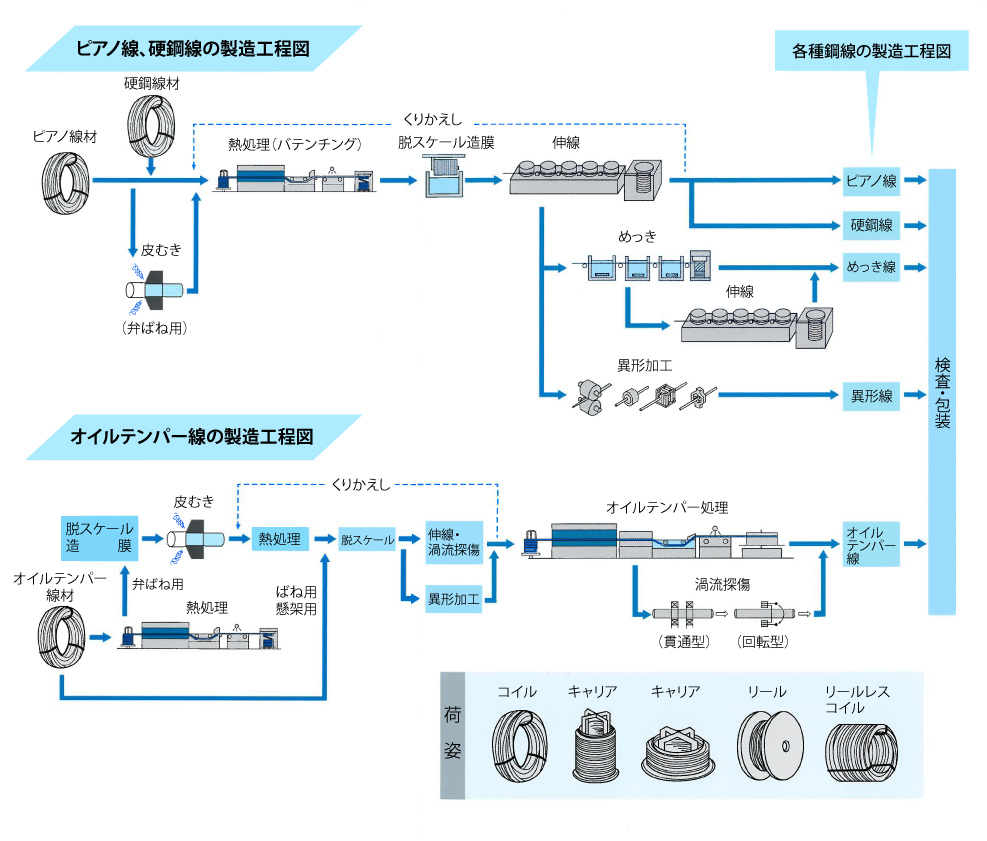
線材の製造工程図