
バネの計算低温焼きなまし、低温焼鈍、テンパー処理について


低温焼きなまし、低温焼鈍、(テンパー処理)とは?
バネの熱処理は色々と種類がありますが、ここでは冷間成形を行うバネの熱処理として、最も一般的である低温焼きなまし(低温焼鈍、テンパー処理)について、説明させていただきます。
圧縮コイルバネの製造工程
- コイリング
- テンパー1
- 端面研削
- ショット
ピーニング - テンパー2
テンパー1 コイリング後のテンパーの目的
- ①材料の機械的性質改善のため
- バネの材料は冷間引抜加工を行って製造しており、そのときに発生した加工硬化を改善するためにテンパー処理を行います。
テンパー処理によって一番変化が起こるのは弾性限、ついで耐力です。
弾性限、耐力が増大するということはバネがへたりにくくなり、バネ限界値が上昇したということになります。
但し、テンパー処理にて耐ヘタリ性が良くなるのは弾性限が上昇するためで、引張強さや硬度が増大するためではありません。 - ②有害な残留応力の除去のため
- バネを成形するときに発生する有害な残留応力を取り除き、バネの寸法を安定させるために行います。
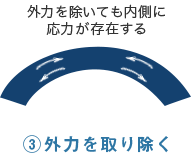
有害な残留応力とは、バネを成形した後に材料が元の形状に戻ろうとして内部に発生する力のことをいいます。
- 残留応力発生の様式図



テンパー2 ショットピーニング後のテンパーの目的
ショットピーニングしたバネはヘタリやすい状態になります。
テンパー処理により弾性を回復させ、疲労強度を向上させます。
引張バネの低温焼きなましの注意点
引張バネの熱処理については、注意する点があります。
初張力とテンパー処理
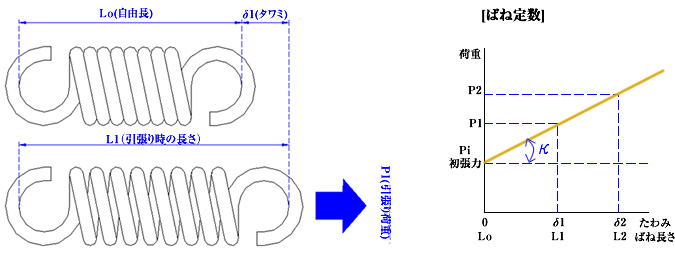
テンパー温度の上昇とともに、引張バネの初張力が抜けていき、荷重の弱いバネになっていきます。
強い初張力が欲しい場合は、低温(200~250℃)でテンパー処理を行います。
場合によっては、テンパー処理を省略することもあります。
低温でテンパー処理した場合の問題点は、有害な残留応力を除去しきれないことです。
そのため、設計時には圧縮コイルバネよりも許容応力を低く設計する必要があります。
また、熱処理により、一般的に初張力は20~30%くらいは抜けてしまうため、これを計算にいれて設計する必要があります。
- ■初張力とは
- 冷間コイリングで密着巻にするとき、計算上の密着ピッチより小さいピッチでコイリングされるので、材料がある程度ねじられた形で成形されることになる。
そのため線の相互の接着により軸線方向の弾性変形が阻止され、無負荷時においてもコイルをたがいに密着させようとする力が生じる。
この力を初張力という。
フックのテンパー処理
- ■一般的な引張コイルバネの製造工程
- コイリング
- フック起こし
- テンパー
- 表面処理等
テンパー処理により加工性が劣化するので、一般的にフック加工後にテンパー処理を行います。
- ■フック角度などの精度が厳しい引張コイルバネの製造工程
- コイリング
- テンパー
- フック起こし
- テンパー
- 表面処理等
フックの角度精度が厳しい場合には、フック起こしの前にテンパー処理を行い、寸法変化を確定させてからフックの加工を行うことがあります。
その場合には、フック加工により生じた残留応力を除去するために再度テンパー処理を行います。
これをしないとフック部の破損などの思わぬ不具合を発生させる原因になることがあります。
テンパーカラーについて
バネに低温焼きなましを施すと材料表面の色が変わります。
これはバネ材料の金属表面が温度上昇にともない酸化されて、ごく薄い酸化膜が形成されるためです。
低温焼きなましにより色がつくのは、金属の光の反射がこの酸化膜を通して行われ、その際の光の干渉現象によるものです。
また、温度により色が変わるのは、この干渉度合いが酸化膜の厚さによって変わるためです。
テンパーカラーの色の変化 (温度が上昇するについて) 淡黄色→褐色→紫色→濃青色→灰色
※温度と色はあくまで目安であり、材料メーカー等によっても異なる場合もあります。
低温焼きなましによるバネの寸法変化
低温焼きなましをして残留応力を除去すると、成形後の内部応力のバランスが崩れて、バネの寸法は変化します。
バネの使用や材料メーカー、材料ロットごとに変化量も異なります。
バネの成形は、低温焼きなましによる変化量をあらかじめ見越して生産を行います。
また変形の仕方は、材質によって異なります。
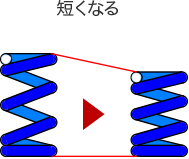
材質によるバネの変形表(低温焼きなまし 前後)
| 材質 | 炭素系・硬鋼線・ピアノ線 | バネ用ステンレス鋼線 |
|---|---|---|
| コイル径 |  |
 |
| 自由長 | 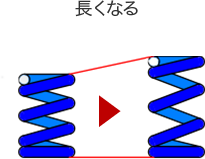 |
 |
| ねじりバネの足の角度 | 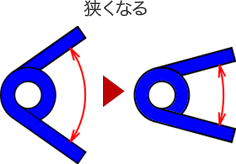 |
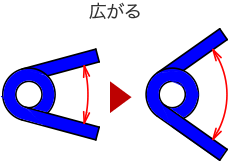 |
| 曲げ角度 | 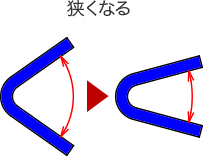 |
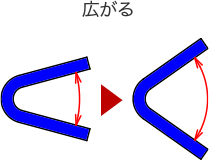 |
※説明用の図になりますので、実際の変化量とは異なります。
テンパー温度
バネ成形後、コイリングやバネ加工後による有害な残留応力を除去し、耐疲労性、耐へたり性を改善するためにテンパー処理(低温焼鈍)を行います。
一般的に推奨されているテンパー温度は、下記の表の通りになります。
冷間成形線バネの材料別テンパー条件
(A)耐疲労用:特に疲労強度を要求されるバネ用
| 材料 | 温度 | 備考 | |
|---|---|---|---|
| SWP SW |
ピアノ線 硬鋼線 |
A 300〜350 | 動的高応力バネ |
| B 200〜250 | 初張力を必要とする引張バネ 静的高応力バネ |
||
| SUS304 | ステンレス鋼線 | 350~400 | 動的高応力バネ |
| SUS631 J1 | 析出硬化型ステンレス鋼 | 470±10 | 析出硬化処理 |
| SWOCV-V | 弁バネ用クロムバナジウム 鋼オイルテンパー線 |
300~400 | |
| SWOSM | シリコンマンガン鋼 オイルテンパー線 |
||
| SWOSC-V | 弁バネ用シリコンクロム鋼 オイルテンパー線 |
400~450 | |
| PBW NSW |
りん青銅線 洋白線 |
200~250 300~350 |
黄銅線は、りん青銅と同じでよい。 |
| Be-CuW | ベリリウム銅線 | 315 | 時効硬化処理 |
(B)一般用:振幅の少ないばね、又は静的に使用するバネ用
| 材料 | 温度 | 備考 | |
|---|---|---|---|
| SWP SW |
ピアノ線 硬鋼線 |
200~350 | 一般コイルバネ 静的高応力バネ |
| SUS304 | ステンレス鋼線 | 250~400 | 一般用 |
| SWOCV-V | 弁バネ用クロムバナジウム 鋼オイルテンパー線 |
230~400 | |
| SWOSM | シリコンマンガン鋼 オイルテンパー線 |
||
| SWOSC-V | 弁バネ用シリコンクロム鋼 オイルテンパー線 |
300~450 | |
| PBW NSW |
りん青銅線 洋白線 |
150~200 200~250 |
黄銅線は、りん青銅と同じでよい。 |